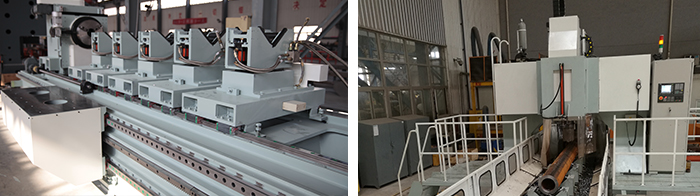
JXZ高速集箱钻床
JXZ高速集箱钻床为龙门移动式双主轴高速数控钻铣床主要用于锅炉行业集箱管上的钻孔和焊接盆形孔的加工。既可使用麻花钻钻孔又可使用内冷硬质合金刀具高速钻孔加工,无需人工划线,提高了孔的位置精度和钻削效率,实现钻孔自动化。
订购热线:0531-88735188

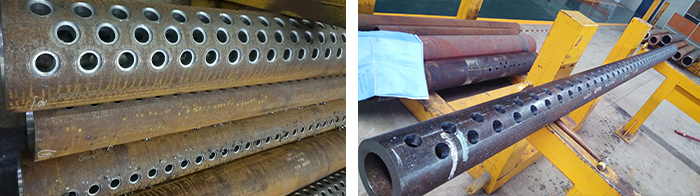
产品加工工件

产品技术参数
| JX0616/2高速集箱钻床技术参数 | ||
| 参数名称 | 项目 | 参数值 |
| 集箱尺寸范围 |
外径范围 | φ140-φ600 mm |
| 壁厚 | 250 mm | |
| 长度(可根据用户要求定) | 16 m | |
| 钻削头 (Z 轴) |
钻孔直径 | φ80 mm |
| 主轴转速(伺服) | 30-3000 r/min | |
| 主轴锥孔 | BT50 | |
| 主轴电机功率 | 2*37 kW | |
| Z轴进给速度 | 0-5 m/min | |
| 电气系统 | 数控系统 | 西门子数控系统 |
| 电机总功率 | 约130 kW | |
产品优势

1.龙门移动式双工位立式高速集箱钻床,可实现短工件一边上下料一边加工,互不干涉;长工件双工位
同时加工,提高了加工效率。
2.高速集箱钻床底座、龙门采用焊接钢结构,经热时效去应力处理,具有较好的刚性和稳定性。

3.钻削动力头采用BT50(7:24)内冷刚性高速精密主轴,刚性好、精度高,可满足机床的高速重型切削。
可以实现钻盲孔、铣削、倒角、断屑、自动排屑等功能,提高了劳动生产率。
4.数控分度头安装有三爪自定心卡盘,可以方便地夹紧和松开工件,减轻工人的劳动强度。
5.支承架具有支承和辅助集箱旋转的功能。
6.采用西门子数控系统和上位机管理,极大地方便了存储、调用、显示、诊断和运行,以及钻头损坏检
测功能,实现了钻削过程自动化,工件CAD 图纸可直接输入,自动编程。



