数控角钢冲孔生产线怎么用?
时间:2022-09-01浏览次数:次
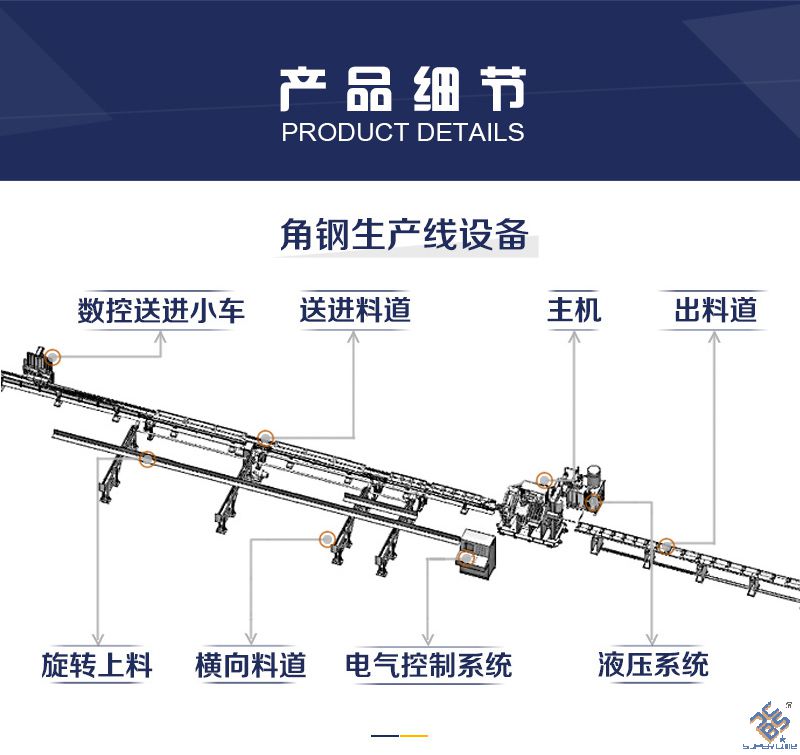
数控角钢冲孔生产线是电力铁塔角钢冲孔、打字、切断的专用设备,适用于多种型号的角钢,全自动上料下料,省时省力,效率高效,精度准确,适用于铁塔生产及建筑行业的角钢构件的加工工艺。

- 上料。由人工将工件吊装至横向料台后方平台,此处为工件放置区,等待设备送料加工。
- 横向送料。数控系统发送指令,由料台减速电机旋转带动料台链轮旋转,链条上安装的拨快拨动工件在耐磨尼龙板上横向移动。最后以顶点向下的姿态落入V型槽内等待翻转。
- 翻转上料。数控系统发送指令,由翻转减速电机带动翻转架长轴旋转,通过翻转链条带动上料爪绕轴旋转,旋转时上料爪V型开口保持向上,将料台V型面上的工件托起、旋转并放置于送进料道上。
- 数控送料。工件被放置于送进料道上之后,数控小车钳杆前端的钳爪在气缸作用下夹紧工件。数控小车由数控系统控制,推动工件实现数控送料。
- 打字。工件被送至设定位置,打字机身下落至打字位置,字盒选择缸在系统控制下推出指定字盒至打字位置,由打字缸下压压头将字符压印在工件上。
- 冲孔。冲孔主机有两个冲孔单元,布置在两侧,每侧有两个模位。每个模位有一组模架装置,安装有冲头杆、冲头和凹模,加工前应安装好各个模架装置。数控系统发送指令,压料油缸动作,压料机构压紧工件,被选择的模位由气缸推动垫块至冲头杆上方,冲孔主缸下压冲制该模位的孔,其余未被选择的模位由于没有垫块,冲头杆空行不能冲孔。
- 剪切。当按照程序在一根工件上冲制完成规定的孔之后,由数控小车推动工件移动到指定位置,剪切油缸工作,上刀下移切断工件,完成一根成品。
- 出料。数控系统发送指令,分选料道气缸工作,掀起料道一侧,工件完成下料。